
Umidità dello scafo, cosa sapere e come comportarsi.

La barca muovendosi su un mezzo liquido quale l’acqua ha da sempre dovuto affrontare la problematica principale di come evitare che lo stesso mezzo su cui si muove cerchi in tutti i modi di farla affondare, e pertanto l’impermeabilizzazione della barca inizialmente in legno attraverso il Calafataggio prima, e successivamente la resinatura poi, ha da sempre costituito la principale preoccupazione o sfida da affrontare di un costruttore/manutentore di un imbarcazione.
Ma persisteva sempre un problema per quanto il calafataggio fosse fatto a regola d’arte, ossia l’assorbimento dell’acqua da parte del legno.
La proprietà di assorbire l’acqua da parte del legno è un fenomeno conosciutissimo in quanto il legno è da sempre utilizzato bagnato proprio per essere modellato aumentando le sue proprietà elastiche.
Nelle prime fasi di una costruzione, il legno in questo modo viene modellato seguendo il profilo che si desidera, fissato per dargli il movimento che si desidera e poi lasciato asciugare, per permettere al legno di memorizzare il profilo desiderato.
Quindi una cosa è l’assorbimento in fase di costruzione, un altra è postuma, poichè il legno negli anni a seguito del costante assorbimento di acqua avrebbe potuto deteriorarsi e/o perdere le sue caratteristiche di rigidità strutturale, avendo come unica soluzione la rimozione della doga o delle doghe deteriorate, obligando il proprietario ad un periodico refitting economicamente poco conveniente.
Quello dell’assorbimento costituiva da sempre un problema insormontabile. Per quanto lo si volesse proteggere con peci e pitture specifiche, quello dell’assorbimento risultava essere una preoccupazione costante fino alla creazione delle plastiche termoindurenti, che avendo proprietà basse di assorbimento, da prima venivano usate come stucco protettivo sugli scafi in legno per proteggerlo diminuendo l’assorbimento dell’acqua, per poi con lo sviluppo dei materiali compositi, essere del tutto soppiantate nel mercato delle barche, conforntandosi esclusivemente con materiali metallici e alluminio, per poi spazzare via dal mercato anche queste, data la sua economicità e velocità di costruzione.
Le problematiche dietro le resine termoindurenti

La nascità e lo sviluppo di un nuovo materiale, porta con sè ulteriori sfide da poter conoscere e combattere, in quanto con il passare degli anni era stato notato che anche le plastiche termo-indurenti assorbivano acqua provocando la diminuzione prestazionale di alcune delle caratteristiche in termini di:
- Rigidità,
- Stress di carico,
- Torsione
- Elasticità
- Aumento della duttilità.
Queste variazioni nelle caratteristiche dei materiali compositi a seguito dell’assorbimento, come nel caso della vetroresina, genera problematiche interne al materiale che potrebbero con il tempo indebbolirlo, semplicemente ed in maniera anche alquanto intuitiva poichè una vetroresina asciutta è più solida di una bagnata e riesce a supportare sforzi molto superiori come poter resistere a condizioni marine avverse senza correre il rischio di deformarsi.
La resina utilizzata come matrice all’interno della vetroresina prima dell’applicazione risulta allo stato liquido, e solo dopo l’applicazione attreaverso una miscelazione di un catalizzatore che cambia la struttura molecolare polimerizzando e generando calore nel processo, solidifica.
Un esempio di catalizzatore è il perossido di metil etilchetone questo andrà applicato in quantità specifiche secondo disposizioni del fornitore.
Nel momento in cui il catalizzatore non si è del tutto miscelato in maniera omogenea e si verifica l’assorbimento di acqua all’interno della resina a seguito della differenza di densità tra acqua e catalizzatore si genera un processo osmotico che aumenta di volume generando un distaccamento tra gli strati di vetroresina generando per l’appunto una bolla osmotica che con il tempo potrebbe generare un distaccamento degli strati del composito.
Una chiara indicazione della formazione delle sopracitate bolle osmotiche è che se rotte attraverso un puntello, provocavano la fuoriuscita di un liquido acido dal chiaro odore che richiama l’aceto e confermabile attraverso l’utilizzo di una cartina tornasole che mostrerebbe un PH da 5 ad inferiore.
perchè la resina assorbe e come hanno affrontato il problema dell’assorbimento?

Sia il fenomeno di assorbimento, sia il fenomeno di desorbimento di acqua da parte delle resine termoindurenti e come tali fenomeni alterino le proprietà fisiche, chimiche e meccaniche dei suddetti materiali durante la loro vita utile sono stati a lungo affrontati e classificati con il termine invecchiamento.
In generale, da un punto di vista fisico, qualunque materiale analizzato, che sia composito o sola resina, durante il processo di assorbimento e/o desorbimento, subisce una variazione della propria massa, si deforma e si verifica il fenomeno noto con il nome di “hygroscopic swelling”.
Da un punto di vista chimico, l’hygroscopic swelling avviene attraverso il processo chiamato idrolisi, ossia una reazione chimica di scissione dove l’acqua rompe i legami chimici del polimero all’interno della resina e si lega a loro; in particolare, durante l’assorbimento, l’acqua esiste in due diverse forme: acqua libera (“free water”) o acqua legata (“bonded water”). La prima riempie le cavità all’interno del materiale (“free volume”), la seconda interagisce fortemente con i gruppi polari del polimero legandosi a loro e presumibilmente divenendo la principale responsabile del processo di rigonfiamento del materiale (“hygroscopic swelling” di Xiao and Shanahan, 1998).
Un altro parametro che assume un ruolo importante durante il processo di assorbimento è la percentuale di vuoto o porosità della resina che permette all’acqua di riempire i volumi liberi e generare un idrolisi più profonda, pertanto lo sviluppo di sempre nuovi polimeri termoindurenti che impediscano questo fenomeno sono stati sviluppati, passando dalle resine ortoftaliche, isoftaliche e vinilesteri fino ad arrivare alle resine epossidiche.
Le resine hanno due tipologie di applicazione possono essere applicate per colata, o per stratificazione a seconda delle esigenze di utilizzo.
ORTOFTALICA
Inizialmente le prime resine utilizzate nella nautica erano le resine ortoftaliche, il loro utilizzo è stato predominante nel mercato fino agli inizi degli anni ’90, le caratteristiche di questo polimero termoindurente erano:
- buone caratteristiche meccaniche
- basso ritiro lineare
- elevato potere bagnante verso le fibre di rinforzo e le cariche minerali
- contiene lo sviluppo di calore durante il processo di polimerizzazione
- sviluppa elevati volumi
- bassa tendenza a colature per via della sua alta tensione superficiale
- bassi costi
ma presentavano minor rendimento in termini di:
- produzione elevata di porosità
- limitazione dell’assorbimento
- contrasto allo sviluppo della porosità velocizzando il processo di invecchiamento.
ad oggi questa particolare tipologia di resina è applicata per la produzione di manufatti a colata o stampo come può essere ad esempio il marmo sintetico, riparazioni o in generale adatto a manufatti ad alto spessore.
ISOFTALICA
Lo studio dietro il miglioramento dell’assorbimento da parte delle resine nei primi anni ’90 del novecento ha dato vita alla resina poliestere bicomponente tissotropica da stratificazione, denominata ISOFTALICA.
Questa particolare tipologia di resina ha drasticamente ridotto l’indice di assorbimento d’acqua ed ha mostrato un aumento di flessibilità rispetto alla resina ortoftalica, di seguito le principali caratteristiche migliorate rispetto alla resina ortoftalica:
- riduzione dell’assorbimento dell’acqua
- aumento della resistenza agli agenti chimici
- aumento della flessibilità
- aumento dell’elasticità
- aumento della resistenza agli stress di carico
- aumento delle caratteristiche meccaniche
- riduzione della porosità
- sviluppo di volumi inferiori
date le sue caratteristiche la resina isoftalica si è resa indispensabile per manufatti con il perenne contatto con l’acqua come costruzione di scafi, tavole da surf, rivestimenti anticorrosivi e per la realizzazione di manufatti sollecitati a flessione, come sospensioni elastiche e stecche per le vele.
VINILESTERE
La resina Vinilestere è una resina bicomponente tissotropica da laminazione, questa particolare tipologia di resina risulta essere un ulteriore passo in avanti sulla ricerca dei materiali rispetto alla resina isoftalica, ed è caratterizzata da:
- altissime resistenze chimiche
- alte resistenze meccaniche paragonabili all’epossidica
- temperatura di distorsione al calore elevate, oltre i 110° C
- presenta un elevato potere bagnante
- possiede un elevata tensione superficiale riducendo al minimo le colature su applicazione verticale
La resina vinilestere può essere applicata sia per stratificazione manuale che attraverso spruzzo su mat e stuoie in fibra di vetro, carbonio e kevlar.
In alcuni particolari tipologie di scafo, vengono utilizzati materiali compositial cui interno sono applicati sia strati di mat e stuoie in fibra di vetro che intervallati da uno o più strati di kevlar all’intervo di una matrice in vinilestere. Questo garantisce una maggiore resistenza allo scafo che acquisisce robustezza ma perde in elasticità e in caso di un sinistro come il contatto con una secca o un urto, la differenza di elasticità tra la fibra di vetro ed il kevlar potrebbe generare un distaccamento tra i due strati.
EPOSSIDICA
La resina Epossidica rappresenta quella che ad oggi è il culmine dietro lo studio dei polimeri termoindurenti. Come nei casi precedenti la resina Epossidica si presenta in forma liquida, e solo dopo l’applicazione di un catalizzatore attraverso miscelazione in maniera omogenea di questi due compoenti secondo indicazioni del produttore in merito a tempi, metodi, quantità e temperature si polimerizzano.
Le caratteristiche principali delle resine epossidiche sono:
- eccezionale potere di adesione
- versatilità di applicazione, anche sui metalli;
- ottima resistenza ad agenti chimici e atmosferici;
- elevate proprietà dielettriche;
- elevata resistenza meccanica;
- eccellente stabilità dimensionale con minimo ritiro in fase di indurimento;
- elevata resistenza all’invecchiamento;
- elevata resistenza all’umidità;
- maggiore elasticità;
- ottima resistenza al calore;
- costo elevato rispetto gli altri polimeri termoindurenti;
Durante la lavorazione, le caratteristiche della resina epossidica possono variare in base alla temperatura, questo può allungare o ridurre le tempistiche di preparazione della miscela o limitarne l’utilizzo a causa delle temperature ambientali.
Il range di lavorazione in termini di temperatura ambientale è tra i 5 e 25°C questa variazione può far modificare il tempo di applicazione medio rispettivamente dai 50 ai 20minuti. Il limite di temperatura ambientale è dato dalla tendenza del liquido a solidificarsi al di sotto dei 5°C e oltre i 25° dal pericoloso raggiungimento di temperature troppo elevate, con la possibile insorgenza di autocombustione dei materiali ad esso vicini durante la lavorazione, a causa delle caratteristiche endotermiche del materiale che può raggiunge temperature oltre i 120°C durante la polimerizzazione.
Pertanto durante la stagioni estive queste tipologie di interventi possono essere effettuate esclusivamente in ambienti controllati e non in ambienti chiusi come un imbarcazione durante una riparazione.
i principali usi della resina epossidica in nautica sono, oltre alle riparazioni, anche come rivestimento protettivo di uno scafo in resina orto-isoftalica in considerazione della loro elevata resistenza meccanica, durabilità e tenacia, questa tipologia di trattamento viene detto comunemente “trattamento antiosmosi” ma è da considerarsi prettamente come un trattamento anti-invecchiamento che cristallizza lo stato dello scafo.
Come capire che lo scafo è umido?
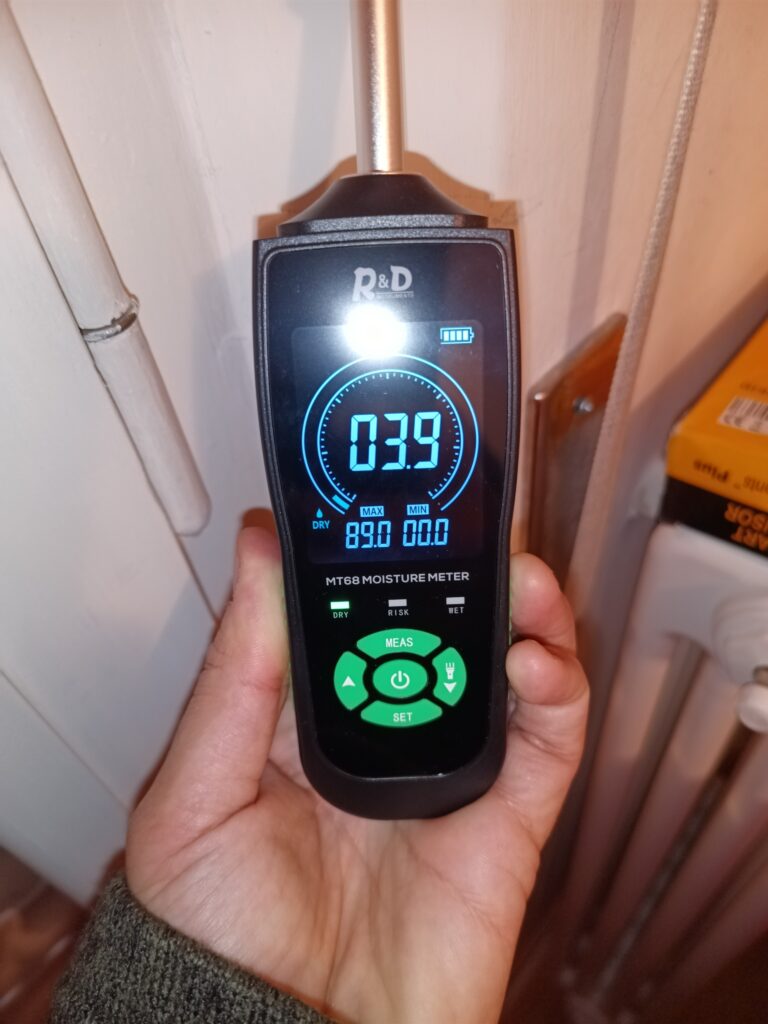
Per identificare se lo scafo che si sta esaminando è umido, bisogna utilizzare un particolare strumento facente parte del grande mondo dei controlli non distruttivi chiamato igrometro, questo strumento permette di analizzare la presenza di acqua in percentuale all’interno del materiale attraverso la conducibilità elettrica o la radiofrequenza.
lo studio MDSsurvey utilizza per l’identificazione dell’umidità scafo il Tramex skipper 5 utile per l’identificazione dell’umidità superficiale e profonda di vetroresina e legno, la lettura dell’umidità non si limita solo a questa tipologia di materiali ma anche per il cemento in modo da capirne le condizioni e trafilazioni di acqua attraverso i tubi passanti, in quel caso ci si avvale dello strumento della R&D, mentre per determinare l’umidità dei terreni o alimenti si utilizza lo strumento Smart sensor AR991, che permette di visionare l’umidità in profondità.

Durante le fasi della perizia l’umidità è un importante parametro per valutare lo stato di invecchiamento dello scafo, pertanto è buona prassi alare la barca almeno tra i 3 e i 5 giorni prima per permettere alo scafo di asciugarsi ed evitare che l’antivegetativa non si sia asciugata del tutto.

Contrariamente a quanto si possa immaginare anche una barca per troppo tempo fuori (1-2 anni fuori dall’acqua) non permetterebbe la corretta individuazione delle eventuali indicazioni, in quanto, se presenti difetti dalla lieve entità questi si potrebbero essere del tutto asciugati.
Per identificare correttamente l’umidità a scafo è essenziale rivolgersi ad un esperto del settore come può essere lo studio MDSSurvey in modo da potersi affidare ad un esperto che conosca le metodologie e le interpretazioni corrette dello strumento per evitare errori strumentali che potrebbero diventare forvianti e portare a conclusioni non corrette.
Conclusione
Migliori metodi per combattere l’assorbimento dell’umidità a scafo?
Per poter combattere l’assorbimento dell’acqua da parte dello scafo, una periodica asciugatura dello stesso in cantiere nei periodi invernali per poi varare la barca in acqua nei periodi estivi può essere un ottimo metodo per rallemtare la degradazione della resina.
Come abbiamo potuto approfondire nei paragrafi precedenti, le migliori soluzioni sono rappresentate dalle più recenti resine termoindurenti vinilesteri ed epossidiche in quanto data la loro scarsa porosità impediscono all’acqua di occupare i vuoti all’interno della resina e rallentare l’invecchiamento del materiale causato dall’idrolisi, il chè di conseguenza impedisce l’idrolisi profonda e la conseguente formazione di bolle osmotiche, attraverso il processo di osmosi, causato dalla differenza di densità nei confronti di eventuali grumi di catalizzatore non correttamente coinvolti durante la miscelazione dei due componenti.
Quindi l’applicazione di resina epossidica o vinilestere su uno scafo in resina ortoftalica o isoftalica per fermare il processo osmotico in atto, previa sabbiatura, è un ottima soluzione per fermare l’invecchiamento della resina e la sua disgregazione, cristallizzandolo, e di conseguenza limitandone lo sviluppo di nuove bolle osmotiche, il che non esclude il loro manifestarsi in futuro a causa di un eventuale perdita di efficacia del trattamento epossidico dopo anni dall’applicazione, quindi maggiori saranno gli strati di epossidica applicati a scafo maggiore sarà la sua efficacia nel tempo.

articolo scritto da Marco De Simone, Affiliato IIMS, GradIIMS, e tecnico NDT UT & PT
Bibliografia
Analisi delle proprietà meccaniche di resine epossidiche invecchiate idro-termicamente.pdf
Resina poliestere da stratificazione bicomponente insatura – POOLKEMIE
Resine epossidiche: cosa sono, usi e caratteristiche della resina epossidica